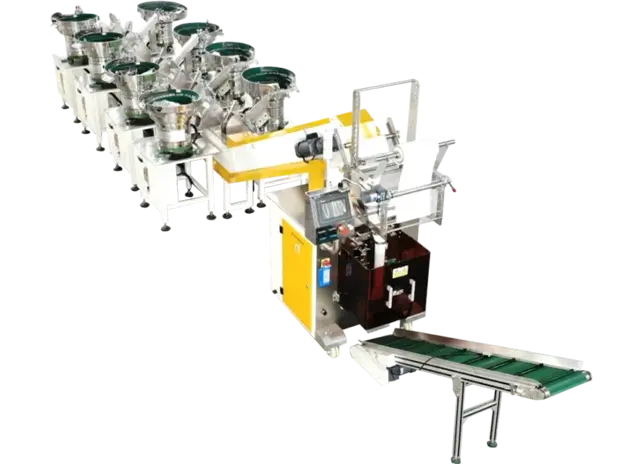
نحن شركة ذات تقنية عالية مكرسة للبحث والتطوير والتصنيع وبيع ماكينات تغليف الأجهزة.
تشتهر آلاتنا بالأداء المستقر والجودة الموثوق بها، وتحظى آلاتنا بثقة الشركات الرائدة مثل AUX Electric ودايكن وZhibang Cabinets وFotile وIKEA وLIEGO وMeijia وQumei Furniture وDeli Stationery.
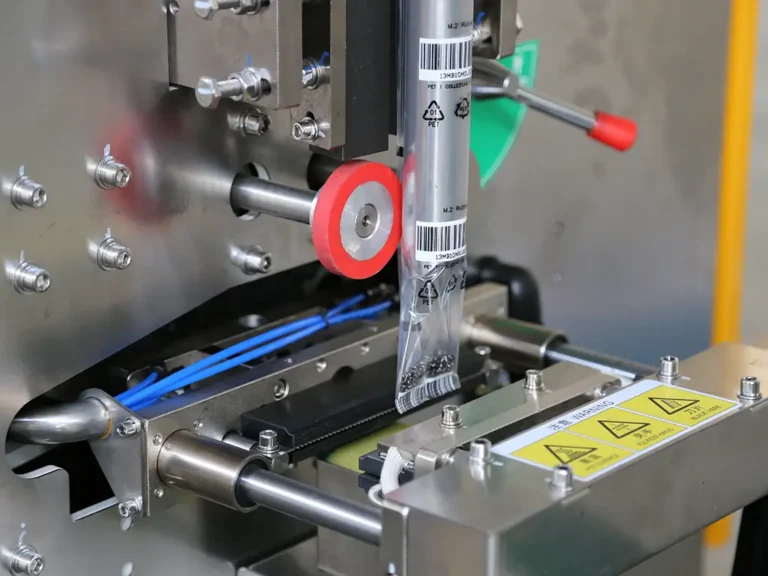
من خلال الاستثمار المستمر في البحث والتطوير، حصلنا على العديد من براءات الاختراع الأساسية في تقنيات العد الآلي والتعبئة والتغليف. من بينها، يحقق نظام العد بالألياف البصرية لدينا دقة 100%، مما يضع معيارًا جديدًا للدقة.
نحن لا نزال ملتزمين بتقديم حلول تغليف فعالة ودقيقة ويمكن الاعتماد عليها لتمكين شركائنا من تحقيق إنتاجية أعلى وجودة متسقة.