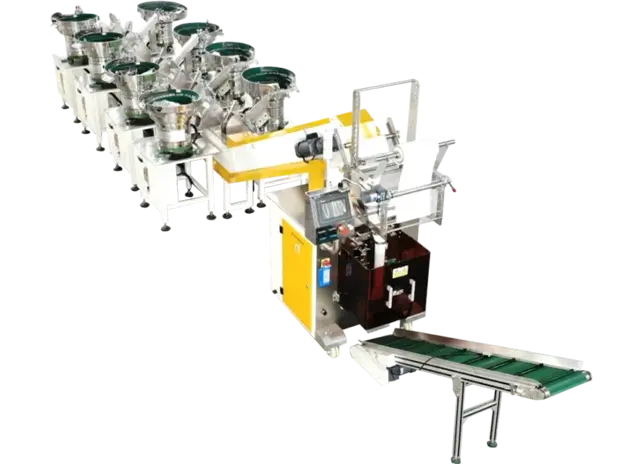
Somos una empresa de alta tecnología dedicada a la investigación, el desarrollo, la fabricación y la venta de maquinaria de envasado de hardware.
Reconocidas por su rendimiento estable y calidad fiable, nuestras máquinas cuentan con la confianza de empresas líderes como AUX Electric, Daikin, Zhibang Cabinets, Fotile, IKEA, LEGO, Meijia, Qumei Furniture y Deli Stationery.
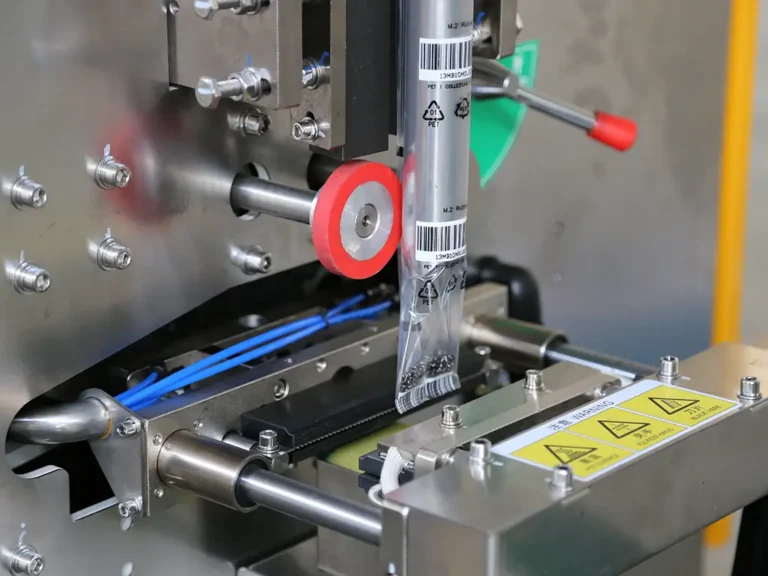
Gracias a la continua inversión en I+D, hemos conseguido múltiples patentes fundamentales en tecnologías de recuento automático y envasado. Entre ellas, nuestro sistema de recuento de fibra óptica alcanza una precisión de 100%, estableciendo un nuevo punto de referencia en cuanto a precisión.
Mantenemos nuestro compromiso de ofrecer soluciones de envasado eficientes, precisas y fiables que permitan a nuestros socios lograr una mayor productividad y una calidad constante.